Az alábbiakban az ASTM A475 cinkbevonatú acélhuzal -szálakról szólunk, remélem, hogy segíthet jobban megérteni az ASTM A475 cinkbevonatú acélhuzal szálat.
1 Hatály
1.1 Ez a szabvány öt horganyzott acélszálra vonatkozik, amelyeket kötélpántokhoz, hevederekhez, szerelési huzalokhoz és hasonló célokra használnak, és négy horganyzott súlycsoportban kerek acélhuzalból állnak.
1.2 Az öt szint a következő:
1.2.1 Általános szint;
1.2.2 Normál szint
1.2.3 Nyitott tűzhelyszint;
1.2.4 Nagy intenzitású szint;
1.2.5 Rendkívül nagy szilárdság.
1.2.6 Az egyes acélszálak minimális törési terhelését lásd a 8. cikkben.
1.3 A cinkréteg 4 súlycsoportja: 1. típus és A fokozat, B osztály és C. fokozat. A cinkréteg minimális súlyát lásd a 12. cikkben.
14 Az óra-font egységrendszerben megadott értékek standard értékek, és a zárójelben lévő értékek csak referenciaként szolgálnak.
2 referencia szabvány
2.1 American Society for Testing and Materials Standard
A90 Cink vagy cinkötvözet bevonat acéltermék bevonatának tömege (tömege) vizsgálati módszer A902 terminológia acél fémbevonathoz B6 cink rúd
3 kifejezés
3.1 Az ebben a szabványban használt főnevek meghatározása az A902
3.2 A szabvány speciális kifejezéseinek leírása:
3.2.1 sodrott huzal-a kész acél sodrott huzal kifejezési módszere: a sodrott huzal névleges átmérője, a sodrott huzalban lévő acélhuzalok száma, a sodrott huzal minimális törési terhelése (lásd 8.) és a bevonat típus vagy csoport (lásd 12.).
4 Rendelési tartalom 00
4.1 Az ezen szabvány szerint szállított megrendelések a következőket tartalmazzák:
4.1.1 A sodrott huzalok száma lábakkal mérve;
4.1.2 A sodrott huzal névleges átmérője, az acélhuzalok száma, a sodrott huzal minősége és minimális törési terhelése (8. cikk és 1. táblázat);
4.1.3. Cinkréteg tömege (típus és csoport) (12. cikk és 4. táblázat);
4.1.4 A tekercs vagy az orsó sodrott huzalának hossza (19. cikk).
5Anyagok és gyártás
5.1 Az nemesfémnek acélnak kell lennie, amelyet nyílt tűzhelyű kemencével, oxigénfúvós átalakítóval vagy elektromos kemencével kell olvasztani. Az acél minőségének és tisztaságának képesnek kell lennie annak biztosítására, hogy amikor az acélhuzalt a megadott méretre húzzák és horganyozzák, a kész szál és a monofil minősége egyenletes legyen, és rendelkezzen az ebben a szabványban meghatározott teljesítménnyel és jellemzőkkel.
5.2 A horganyzáshoz használt cink -öntvénynek meg kell felelnie a B6 szabvány bármely szintjének.
6 csavar
6.1 Eltérő rendelkezés hiányában a csavart huzalt csavarva kell hagyni. A bal csavart úgy definiáljuk, hogy a megfigyelőhöz képest az óramutató járásával ellentétes irányba csavarod. Minden acélhuzalt egyenletes feszültséggel kell csavarni. A csavarnak elég szorosnak kell lennie ahhoz, hogy az átmérő ne csökkenjen jelentősen, ha a minimális törési terhelés 10% -át alkalmazzuk.
6.2 Az 1 × 3 -as sodrott huzalnak három, koncentrikusan csavart acélhuzalból kell állnia, és egyenletes fektetési hossza nem lehet kevesebb, mint a sodrott huzal névleges átmérőjének 14 -szerese és legfeljebb 20 -szorosa.
6.3 Az 1 × 7 sodrott huzalnak 6 acélhuzalból kell állnia, amelyek koncentrikusan körbe vannak csavarva egy központi huzal körül, és egyenletes fektetési hosszuk nem haladhatja meg a sodrott huzal névleges átmérőjének 16 -szorosát.
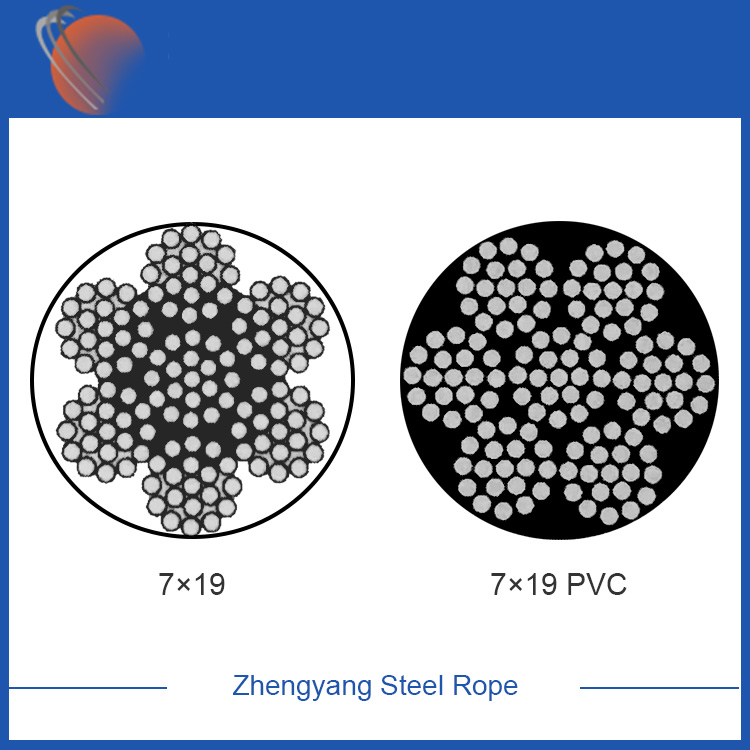
6.4 Az 1 × 19 sodronyhuzal 6 belső acélhuzalból és 12 külső acélhuzalból áll, amelyek koncentrikusan egy központi acélhuzal köré vannak csavarva. A 6 acélhuzalt jobbra kell csavarni, és névleges átmérője nem lehet nagyobb, mint a 7 acélhuzal. Az egységes fekvés hossza. A 7 acélhuzal -mag névleges átmérőjének háromszorosának kell lennie az acélhuzal névleges átmérőjének. A külső rétegben lévő 12 huzal balra csavarodott, és koncentrikusan 7 huzalmag köré kell csavarodnia, és egyenletes fektetési hosszúságuk nem haladhatja meg a sodrott huzal névleges átmérőjének 16-szorosát. A 6,51 × 37-es szálat 6-ból kell összeállítani belső acélhuzal, 12 közbenső acélhuzal és 18 külső acélhuzal koncentrikusan csavarva egy központi acélhuzal körül. A 6 acélhuzal balra csavarodott, és legfeljebb 7 huzalból áll. Egységes fektetési hossz, 16 -szorosa az acélhuzal mag névleges átmérőjének. A 7 acélhuzal -mag névleges átmérőjének háromszorosának kell lennie az acélhuzal névleges átmérőjének. A 12 középső rétegű acélhuzal jobbkezes, és koncentrikusan 7 acélhuzal köré csavarodott, és egyenletes fektetési hossza nem haladja meg a 19 acélhuzalmag névleges átmérőjének 16-szorosát. A 19 acélhuzal -mag névleges átmérőjének 5 -nek kell lennie az acélhuzal névleges átmérőjével. A 18 külső acélhuzal balra csavart és koncentrikusan csavart a 19 acélhuzalmag körül, és egyenletes fektetési hossza nem haladja meg a sodrott huzal névleges átmérőjének 16-szorosát.
6.6 A sodrott huzal összes acélhuzalának természetesen a megfelelő helyzetben kell lennie a kész acélszálban. Amikor a sodrott vezetéket elvágják, a törött végén lévő huzalt a helyén kell tartani, vagy a huzalt kézzel egyszerűen vissza lehet állítani, hogy a helyén maradjon. In situ. Különféle módszerekkel vagy eljárásokkal érhető el, például elődeformációval, utódeformációval vagy formázással és rögzítéssel.
|
(Mm) átm. |
NEM. |
(Mm) Drót Dia |
Súly Ib/1000ft (kg/km) |
||||
|
Közös fokozat |
Siemens Martin fokozat |
Nagy szilárdságú fokozat |
Extra nagy szilárdságú fokozat |
||||
|
1/8 (3,18) |
7 |
0,041 (1,04) |
32 (48) |
540 (2,402) |
910 (4,048) |
1330 (5,916) |
1830 (8.140 |
|
5/32 (3,97) |
7 |
0,052 (1,32) |
51 (76) |
870 (3,870) |
1470 (6.539) |
2140 (6,519) |
2940 (13.078) |
|
3/16 (4,76) |
7 |
0,062 (1,57) |
73 (109) |
1150 (5,155) |
1900 (8.452) |
2850 (12,667) |
3990 (17.748) |
|
3/16 (4,76) |
7 |
0,065 (1,65) |
80 (119) |
||||
|
7/32 (5,56) |
3 |
0,104 (2,64) |
88 (131) |
1400 (6,228) |
2340 (10,409) |
3500 (15.569) |
4900 (21,796) |
|
7/32 (5,56) |
7 |
0,072 (1,83) |
98 (146) |
1540 (6,850) |
2560 (11,837) |
3850 (17.126) |
5400 (24.020) |
|
1/4 (6,35) |
3 |
0,120 (3,05) |
117 (174) |
1860 (8.274) |
3040 (13.523) |
4730 (21.040) |
6740 (29.981) |
|
1/4 (6,35) |
3 |
0,120 (3,05) |
117 (174) |
||||
|
1/4 (6,35) |
7 |
0,080 (2,03) |
121 (180) |
1900 (8.452) |
3150 (14.012) |
4750 (21.129) |
6650 (29,581) |
|
9/32 (7.14) |
3 |
0,130 (3,30) |
137 (204) |
2080 (9.252) |
3380 (15.035) |
5260 (23,398) |
7500 (33.362) |
|
9/32 (7.14) |
7 |
0,093 (2,36) |
164 (244) |
2570 (11,432) |
4250 (18.905) |
6400 (28.469) |
8950 (39,812) |
|
5/16 (7,94) |
3 |
0,145 (3,68) |
171 (255) |
2490 (11,076) |
4090 (18.193) |
6350 (28,246) |
9100 (40,479) |
|
5/16 (7,94) |
7 |
0,104 (2,64) |
205 (305) |
3200 (14,234) |
5350 (23,798) |
8000 (35,586) |
11200 (49.820) |
|
5/16 (7,94) |
7 |
0,109 (2,77 |
225 (335) |
||||
|
3/8 (9,52) |
3 |
0,165 (4,19) |
220 (328) |
3330 (14.813) |
5560 (24,732) |
8360 (37,187) |
11800 (52.489) |
|
3/8 (9,52) |
7 |
0,120 (3,05) |
273 (407) |
4250 (18.905) |
6950 (30,915) |
10800 (48.040) |
15400 (68.503) |
|
7/16 (11.11) |
7 |
0,145 (3,68) |
399 (595) |
5700 (25,355) |
9350 (41.591) |
14500 (64,499) |
20800 (92.523) |
|
1/2 (12,7) |
7 |
0,165 (4,19) |
517 (770) |
7400 (32,917) |
12100 (53.823) |
18800 (83,627) |
26900 (119,657) |
|
1/2 (12,7) |
19 |
0,100 (2,54) |
504 (751) |
7620 (33.895) |
12700 (56.492) |
19100 (84.961) |
26700 (118,768) |
|
9/16 (14.29) |
7 |
0,188 (4,78) |
671 (1000) |
9600 (42.703) |
15700 (69.837) |
24500 (108.981) |
35000 (155,688) |
|
9/16 (14.29) |
19 |
0,113 (2,87) |
637 (949) |
9640 (42.881) |
16100 (71.616) |
24100 (107,202) |
33700 (149,905) |
|
5/8 (15,88) |
7 |
0,207 (5,26) |
813 (1211) |
11600 (51.599) |
19100 (84.961) |
29600 (131.667) |
42400 (188.605) |
|
5/8 (15,88) |
19 |
0,125 (3,18) |
796 (1186) |
11000 (48,930) |
18100 (80,513) |
28100 (124,995) |
40200 (178,819) |
|
3/4 (19.05) |
19 |
0,150 (3,81) |
1155 (1721) |
16000 (71,172) |
26200 (116,543) |
40800 (181.487) |
58300 (259,331) |
|
7/8 (22,22) |
19 |
0,177 (4,50) |
1581 (2356) |
21900 (97,416) |
35900 (159.691) |
55800 (248.211) |
79700 (354,523) |
|
1. (25.4) |
19 |
0.200 (5.08) |
2073 (3089) |
28700 (127,664) |
47000 (209,066) |
47000 (209,066) |
104500 (464.839) |